

Gearhead 개요
- HOME
- > 기술정보
- > Gearhead 개요
Gearhead란
톱니바퀴를 이용하여 힘을 전달하거나 속도 전달비와 방향을 바꿀 수 있는 동력전달장치
기어의 종류
1-1. 기어와 피니언의 관계위치에 따른 분류
| 1-1 | 1-2 | 1-3 | 1-4 |
|---|---|---|---|
 |
 |
 |
 |
| 1-5 | 1-6 | 2-1 | 2-2 |
 |
 |
 |
 |
| 2-3 | 3-1 | 3-2 | 4-1 |
 |
 |
 |
 |
| 구동전원 | 기어의 종류 | 설명 | 효율(%) |
|---|---|---|---|
| 1.평행축 | 1.1 평기어 | 잇줄이 축에 평행한 직선의 원통기어 제작이 쉬우므로 동력전달용으로 가장 많이 사용 . | 98.8 – 99.5 |
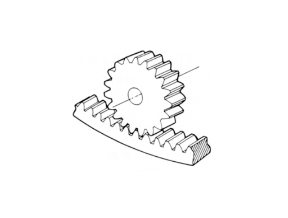
| 1.2 랙기어 | 평기어와 맞물리는 직선치형의 기어 . 평기어의 피치원통 반지름이 무한대 ∞로 된 기어 | ||
| 1.3 인터널기어 |
평기어와 맞물리는 원통의 내측에 이가 만들어져 있는 기어다. 주로 유성기어장치나 기어형축 조인트 ( 기어커플링) 등에 사용 |
||
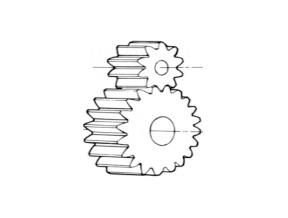
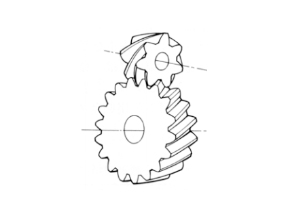
| 1.4 헬리컬기어 |
잇줄이 나선인 원통기어. 평기어보다 강하고 조용한 기어로서 폭 넓게 사용. 축방향력( 스러스트 ) 발생 |
||
| 1,5 헬리컬랙 |
헬리컬 기어와 맞물리는 비틀림을 가진 직선 치형의 기어. 헬리컬 기어의 피치원통 반지름이 무한대 ∞로 된 기어 |
||
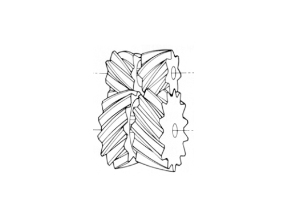
| 1.6 이중헬리컬기어 |
왼쪽 비틀림과 오른쪽 비틀림의 헬리컬 기어를 조합. 축방향력 ( 스러스트 )이 발생하지 않는다는 장점 |
||
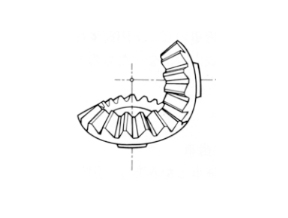
| 2.교차축 | 2.1 직선베벨기어 |
잇줄이 직선인 베벨기어 베벨기어로는 비교적 제작이 용이하므로 동력전달용 베벨기어로 가장 많이 보급. |
98.0 – 99.0 |
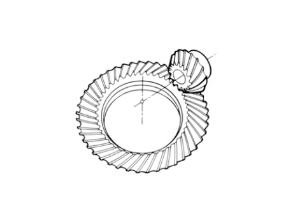
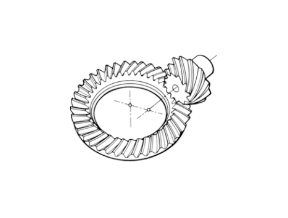
| 2.2 스파이어럴 베벨기어 |
잇줄이 곡선이며 비틀림각을 가진 베벨기어. 직선 베벨기어보다 제작이 어렵지만 강하고 조용한 기어로서 폭 넓게 사용 |
||
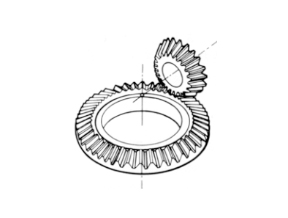
| 2.3 제롤베벨기어 |
비틀림각이 거의 “0”인 스파이럴 베벨기어. 직선 베벨기어와 스파이럴베벨기어의 특징을 함께 가진 독특한 베벨기어 |
||
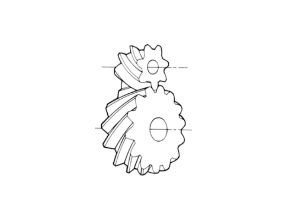
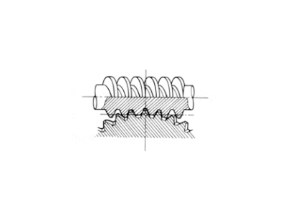
| 3.어긋난축 | 3.1 나사기어 |
원통 웜과 이것과 맞물리는 웜 휠의 총칭. 1단으로 크게 감속할수 있고 조용하다는 장점 외에 효율이 낮다 |
70.0 – 95,0 |
| 3.2 원통웜기어 |
원통기어 한쌍을 어긋난 축사이의 운동전달에 이용할 경우의 기어. 헬리컬 기어간 또는 헬리컬 기어와 평기어의 조합으로 사용. 조용하지만 비교적 경부하에 사용 |
30.0 – 90.0 | |
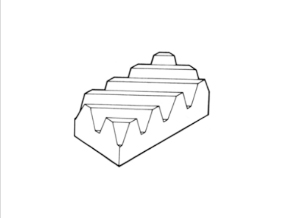
| 4.기타 | 4-1 하이포이드기어 |
어긋난 축 간에 운동을 전달하는 원추 형상의 기어. 대소 기어의 축이 오프셋되어 있고 스파이럴 베벨기어와 유사한 기어.. 물림이 매우 복잡 |
- |
※ 효율은 기어의 전동효율로 베어링 손실이나 윤활유와 관련된 손실 등은 제외
기어열의 속도비와 회전방향
기어는 1 개만으로는 동력을 전달할 수 없다. 적어도 2개 이상의 기어를 맞물려야 한다
2-1. 1단기어기구
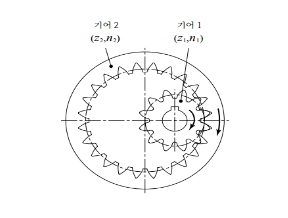
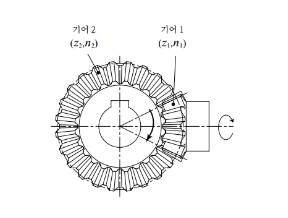
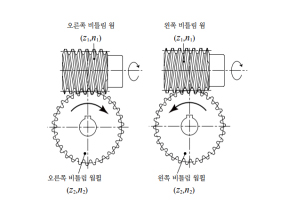
| 평기어간 | 평기어와 인터널기어 | 베벨기어 | 웜기어의 쌍 |
|---|---|---|---|
 |
 |
 |
 |
|
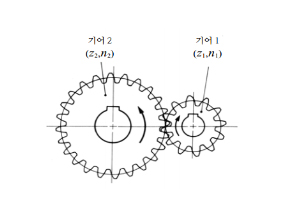
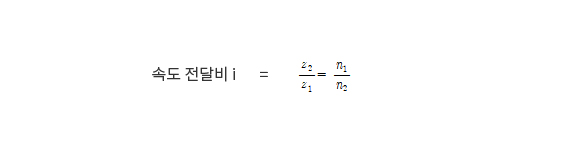
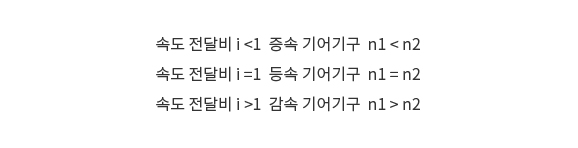
1 단 기어기구에서 구동기어의 잇수를 z1, 회전수를n1, 피동기어의 잇수를 z2, 회전수를n2 라고 하면 속도 전달비i 는 다음과 같이 계산. |
이 속도 전달비 i 의 크기에 따라 1 단 기어기구는 3 가지로 분류 |
 |
 |
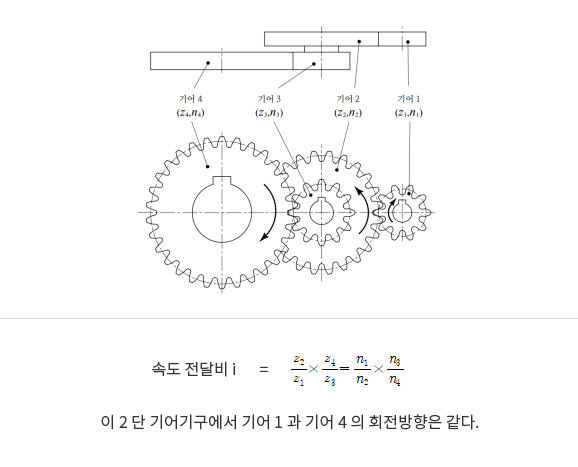
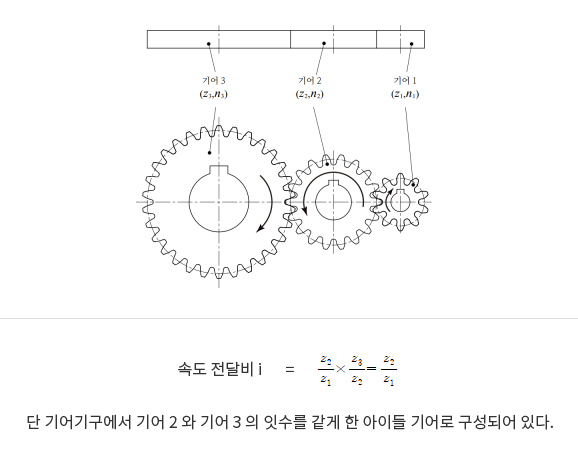
2-2. 2단기어기구
| 2단기어기구 | 아이들 기어를 사용한 1 단 기어기구 |
|---|---|
 |
 |
3. 기어의 중요한 용어
| 용어 | 설명 |
|---|---|
| 언더컷 (undercut) |
적은 잇수의 표준 평기어를 치절삭할 때 커터를 일정 간섭점 보다도 깊게 절입하면 언더컷이 발생. 언더컷이란 공구의 날끝 직선부(hc)에서 기어의 이뿌리에 있어서의 치형곡선 일부분이 잘려지는 현상 |
| 기어의 전위 |
언더컷을 방지하는 방법으로 기어의 전위가 있다. 기어의 전위에는 양(+)전위와 음 (-)전위가 있다. 음전위를 함으로써 언더컷은 더욱 커진다. 전위기어에서 공구의 이동량 xm을 전위량이라고 하며 , x는 전위계수. |
| 치형수정 |
치형 수정이란 이끝 수정과 이뿌리 수정의 총칭. 이끝 수정이란 이끝 부근의 치형을 제거하여 의도적으로 올바르지 않은 인벌류트 치형으로 하는 것으로 이에 힘이 가해져 이가 휘어도 상대 이에 간섭되는 것을 피할 수 있으므로 소음저하, 수명 연장 등에 효과 |
| 크라우닝 | 크라우닝에서는 이접촉을 치폭 중앙부에 집중시키는 것이 목적이므로 잇줄 방향으로 적당히 부풀도록 가공 |
| 엔드 릴리프 ( 릴리핑 ) |
치폭 양단부를 적당히 잘라내는 방법 |
| 토핑과 세미토핑 |
치절삭 공구로 치형을 창성함과 동시에 기어의 외경가공이나 이끝을 면취가공하는 것을 토핑이나 세미토핑임 토핑을 실시함에 따라 외경의 흔들림을 작게 하거나 이끝의 버(burr) 발생을 방지하는데 도움 |
| 백래시 | 1쌍의 기어가 부드럽게 무리없이 회전하려면 백래시가 필요하며. 백래시란 1 쌍의 기어를 맞물렸을 때 치면사이의 틈새 |